Сварка алюминия полуавтоматом - особенности, технология
Содержание:
- Что такое сварка алюминия полуавтоматом.
- Отличительные особенности сварки MIG/MAG от TIG.
- Преимущества и особенности.
- Требования к оборудованию и расходным материалам.
- Выбираем полуавтомат.
Что такое сварка алюминия полуавтоматом
Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки. Для обеспечения защиты сварочного шва алюминия от воздействия кислорода (окисления) применяется инертный газ, преимущественно смесь или чистый аргон. Сварщик вручную перемещает горелку, через которую автоматически подается присадочная проволока и защитный газ с заданной скоростью и требуемым давлением.
Полуавтоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по следующим причинам:
Полуавтоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по следующим причинам:
- увеличивается разбрызгивание металла;
- наблюдается плохое отделение застывшего шлака;
- понижается прочность шва;
- увеличивается пористость шва.
Сварка алюминия существенно отличается от сварки обычной стали, так как алюминиевые заготовки обладают высокой теплопроводностью. По этой причине рекомендуется предварительный прогрев заготовок и увеличенная скорость подачи присадочного материала. Как правило, сварка алюминия полуавтоматом применяется в мелкой и крупной производственной и промышленной сфере, при работах на судоремонтных и строительных предприятиях, в авиационной, пищевой и химической отраслях, в мастерских, сервисных станциях и т.д.
Сварка алюминия MIG/MAG требует:
Сварка алюминия MIG/MAG требует:
- профессионального оборудования и расходных материалов;
- качественной присадочной проволоки;
- высокой квалификации сварщика;
- качественного инертного газа или смеси.
При наличии всех вышеперечисленных факторов достигается высокое качество сварочного соединения алюминиевых заготовок методом сварки MIG/MAG.

Отличительные особенности сварки MIG/MAG от TIG
Алюминий относится к цветным металлам, отличается высокой температурой плавления за счет наличия на его поверхности тугоплавкой оксидной пленки. При этом изделия из алюминия при нагреве не меняют свой цвет.
Процесс сварки алюминия MIG/MAG и TIG имеет свои существенные отличия:
Процесс сварки алюминия MIG/MAG и TIG имеет свои существенные отличия:
- При сварке полуавтоматом применяется присадочная плавящаяся проволока, в то время как при аргонодуговой сварке используют присадочные прутки.
- В полуавтомате сварочная дуга образуется между сварочной проволокой и обрабатываемым металлом, а в ТИГ-инверторах между вольфрамовым электродом и свариваемым металлом.
- Полуавтоматическая сварка MIG/MAG является более производительной, чем ручная TIG-сварка.
- Полуавтоматическую сварку MIG/MAG проще освоить начинающим сварщикам, чем аргонодуговую сварку TIG.
- Режим «Double pulse» (Двойной пульс) в полуавтомате. Во время сварочного цикла происходит наложение импульсов с двумя величинами тока на импульсный ток дуги. В период высокого импульса сварочная капля «вгоняется» в зону шва, а в низкий период охлаждается заготовка, исключая наплывы и подтеки. В результате обеспечивается точный контроль над сварочным циклом, тепловложением. Формируется красивый «чешуйчатый» шов с глубоким проваром, как при более трудоемком режиме TIG-сварки.
- Сварка алюминия методом TIG в несколько раз медленнее, чем сварка полуавтоматом.
- При аргонодуговой сварке обеспечивается более прочное сварочное соединение, поэтому ее используют для всех ответственных участков и задач – трубопроводов высокого давления, соединительных элементов (муфты, переходники) с высокой нагрузочной способностью, сварка сталей марки 40Х и т.д.
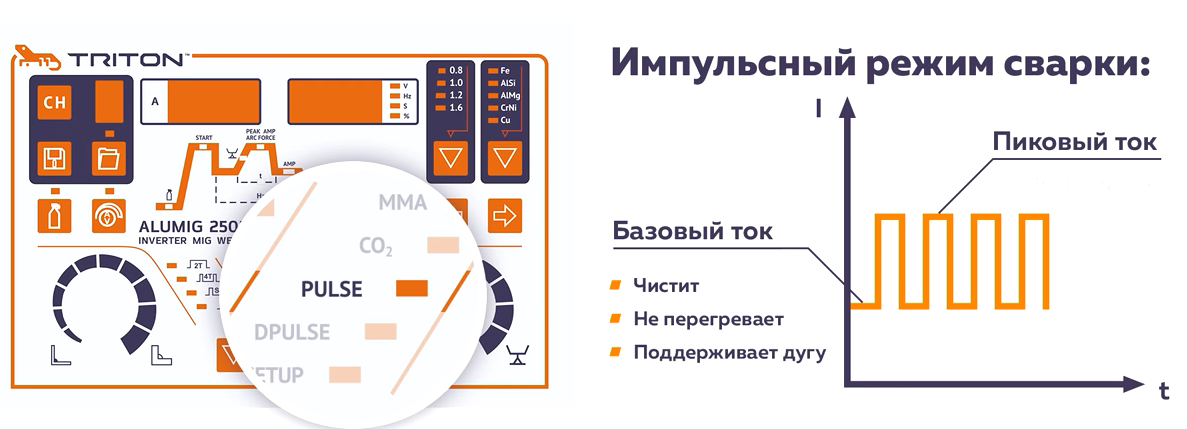
Современные полуавтоматы могут работать в нескольких режимах и с разными настройками, иметь классический режим сварки, импульсный, «двойной пульс» и т.д. Наличие этих функций помогает добиться более качественного провара алюминия, быстрого пробития на поверхности заготовок оксидной пленки. Например, при импульсном режиме каждая отдельная капля присадочного материала будет вдавливаться (вбиваться) в поверхность металла. В итоге мы получаем качественный провар, высокую прочность шва, сниженное разбрызгивание и более однородную структуру сварочного соединения.
Преимущества и особенности
Полуавтоматическая сварка MIG/MAG алюминия в среде защитных газов имеет ряд особенностей и достоинств:
- Более простой процесс сварки, чем режим аргонодуговой TIG. Для работы полуавтоматом не нужно много опыта и высокой квалификации, как при режиме TIG-сварки алюминия.
- Большая скорость сварки по сравнению с режимом TIG-сварки – до 3-х раз выше производительность.
- Импульсный режим сварки для работы с алюминием играет важную роль для повышения качества сварки, прочности шва и более эффективной работы.
- Применение качественного присадочного материала повышает стабильность сварочного цикла, улучшает качество шва и глубину провара.
- При сварке алюминия полуавтоматом увеличивается расход присадочного материала до 20%, по сравнению со сваркой черных металлов.
- Более высокая температура плавления алюминия в сравнении с черными металлами за счет наличия оксидной пленки на его поверхности.

Требования к оборудованию и расходным материалам
Перед началом работ по сварке алюминия полуавтоматом следует внимательно изучить не только настройку самого инверторного аппарата, но и требования и рекомендации к выбору расходных материалов самого оборудования:
- Сечение присадочной проволоки должно быть меньше диаметра наконечника. В результате нагрева алюминиевая проволока будет расширяться.
- Подающий механизм должен оснащаться 4-мя отдельными роликами, так как алюминиевый присадочный материал довольно мягкий и легко деформируется в случае возникновении излишнего сопротивления. Ролик должен быть гладким, иметь U-образную форму без насечек.
- В качестве защитного газа настоятельно рекомендуется применять чистый аргон для достижения высокого качества шва и чистой сварки.
- Внутри сварочной горелки применяют специальный тефлоновый канал, который снижает трение алюминиевого присадочного материала.
- MIG/MAG-сварка алюминия и его сплавов применяется преимущественно для соединения заготовок толщиной свыше 3 миллиметров.
- Рекомендуется применять формирующую подкладку с канавкой.
Выбираем полуавтомат
Как и все инверторы, полуавтоматы делятся на три категории:
- аппараты бытового уровня;
- инверторы среднего уровня (с импульсным режимом);
- профессиональные и промышленные модели (с импульсным режимом, водяным охлаждением и высоким ПВ).
Полуавтоматические инверторы MIG/MAG для сварки алюминия должны иметь импульсный режим. Данная функция применяется для пробития оксидной пленки на поверхности заготовок, снижает вероятность прожига и перегрев алюминия. Наличие в инверторе режима «Double pulse» позволяет добиться более качественного глубокого провара, красивой чешуйчатой формы шва и увеличенной прочности соединения.
Аппараты:

TRITON STEELMIG SL500
- Напряжение: 380 В
- Ток: 600 А

TRITON STEELMIG PRO 500
- Напряжение: 380 В
- Ток: 500 А

TRITON ALUMIG 250P Dpulse Synergic
- Напряжение: 220 В
- Ток: 250 А
Другие статьи:
Как настроить аппарат для сварки алюминия - полная инструкция
Разбираемся со сваркой алюминия, сравнивая ее со сваркой стали
Успешная сварка тонкого алюминия - готовим материал, выбираем присадку и оборудование