Как настроить аппарат для сварки алюминия - полная инструкция
Содержание:
Комплектующие для сваркиВыбор комплектующих
Подготовка к работе
Настройка аппарата
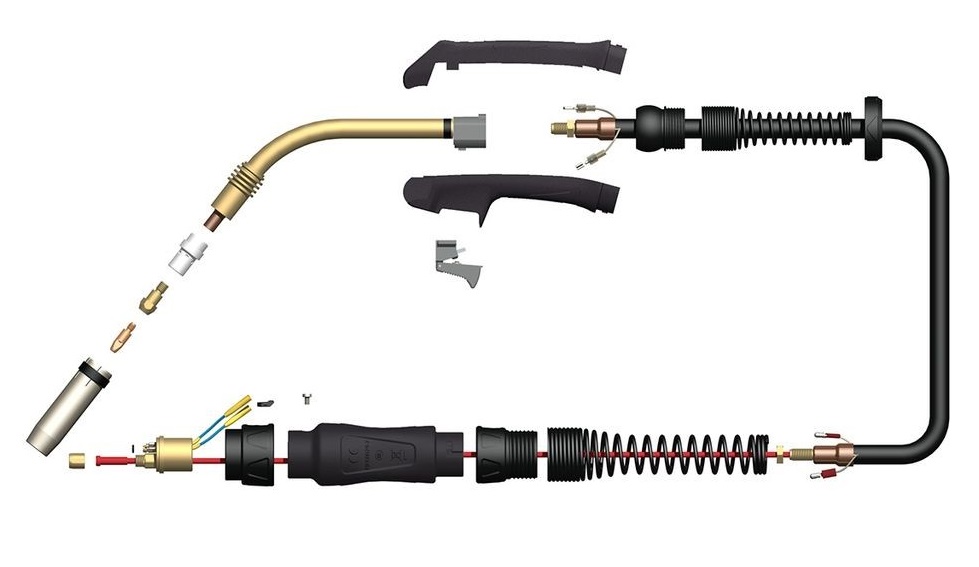
Комплектующие для сварки. Выбор комплектующих
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.

Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Аппараты:

TRITON ALUTIG 250Р AC/DC
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUTIG 400Р AC/DC W
- Напряжение: 380 В
- Ток: 400 А

TRITON ALUMIG 250P Dpulse Synergic 380v
- Напряжение: 380 В
- Ток: 250 А
Видео обзоры:
ALUTIG 250P распаковка
Режим MIX TIG для сварки алюминия
Режим MIX TIG для сварки алюминия
Другие статьи:
Разбираемся со сваркой алюминия, сравнивая ее со сваркой стали
Правильный размер наконечника для полуавтомата
Выбираем вольфрамовый электрод для TIG сварки алюминия