Заварка кратера - рекомендации
Коротко о заварке кратера
Кратер - это небольшое углубление в конце сварного шва, недозаполненное жидким металлом. Образуется, если резко оборвать сварочную дугу. Появление такого углубления может стать причиной разрушения шва.
Рекомендации по заварке кратера
Правильная заварка кратера - это одна из базовых техник, которые необходимо освоить начинающему сварщику.
Есть несколько способов заварки кратера:
Есть несколько способов заварки кратера:
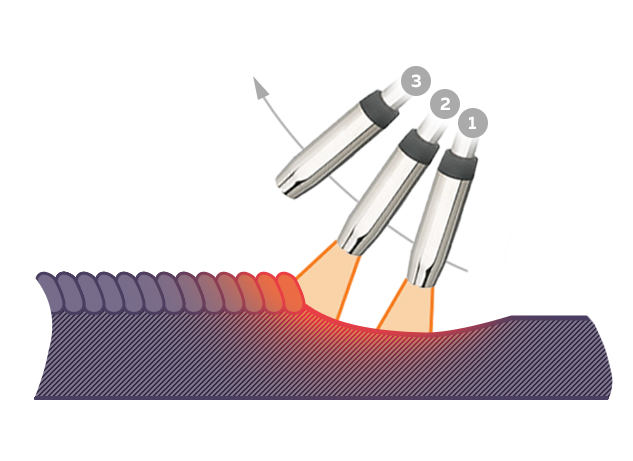
Способ 1
Дугу обрывают в конце сварного шва, а затем повторно зажигают для формирования небходимой высоты шва.
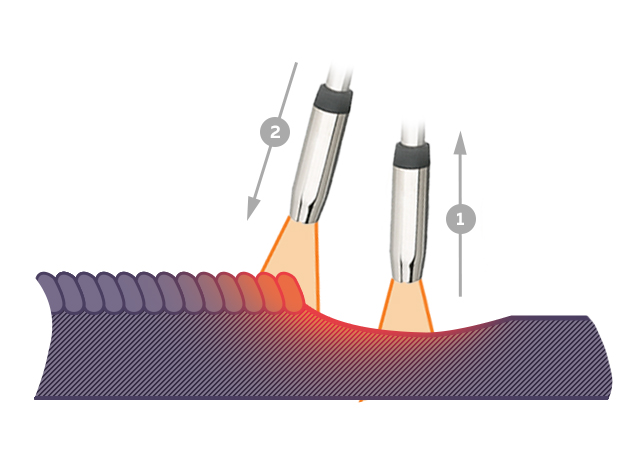
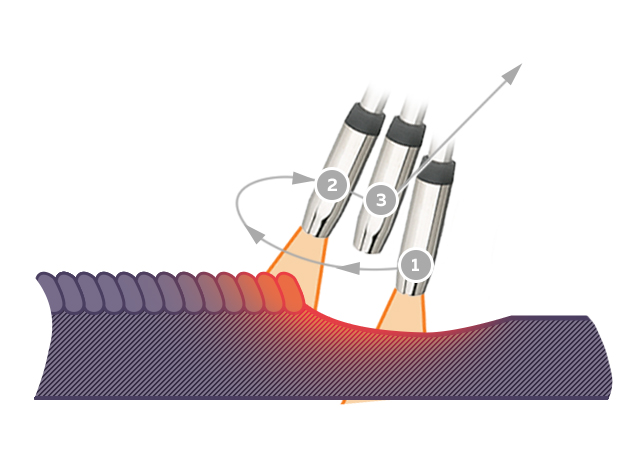
Способ 2
Из положения дуги 1, не обрывая дуги смещают электрод на 10-15 мм в положение 2, а затем в положение 3.
Способ 3
Использовать аппарат с возможностью настройки времени спада тока с рабочего до полного отключения. Такой режим заварки кратера, к примеру, есть в аппарате TRITON ALUTIG 250Р AC/DC.
Наличие в аппарате функции заварки кратера означает возможность автоматического плавного снижения тока в конце сварки.
Настройка времени и силы тока заварки кратера позволяет без применения специальной техники сварки избежать появления кратера в конце сварочного шва.
Настройка времени и силы тока заварки кратера позволяет без применения специальной техники сварки избежать появления кратера в конце сварочного шва.

Аппараты:

TRITON ALUTIG 250Р AC/DC
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUTIG 400Р AC/DC W
- Напряжение: 380 В
- Ток: 400 А

TRITON ALUTIG 500P AC/DC W
- Напряжение: 380 В
- Ток: 500 А
Видео обзоры:
ALUTIG 250P распаковка
Режим MIX TIG для сварки алюминия
Режим MIX TIG для сварки алюминия
Другие статьи:
Аргонодуговая сварка нержавейки - руководство и описание
Полярность тока для TIG и MIG сварки
Приварить сталь к алюминию - возможно ли?