Аргонодуговая сварка нержавейки - руководство и описание
Аргонодуговая сварка (TIG) нержавейки
Содержание:- Аргонодуговая сварка нержавейки.
- Импульсная TIG-сварка нержавейки
- TIG-сварка нержавейки с другими марками металлов.
- Выбираем материалы и оборудование для TIG-сварки нержавейки.
- Особенности.
- Обработка нержавеющих металлов перед и после аргонодуговой сварки.
- Применение аргонодуговой сварки для соединения нержавеющих сталей.
- Достоинства и недостатки по сравнению с другими методами сварки.
Аргонодуговая сварка нержавейки
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
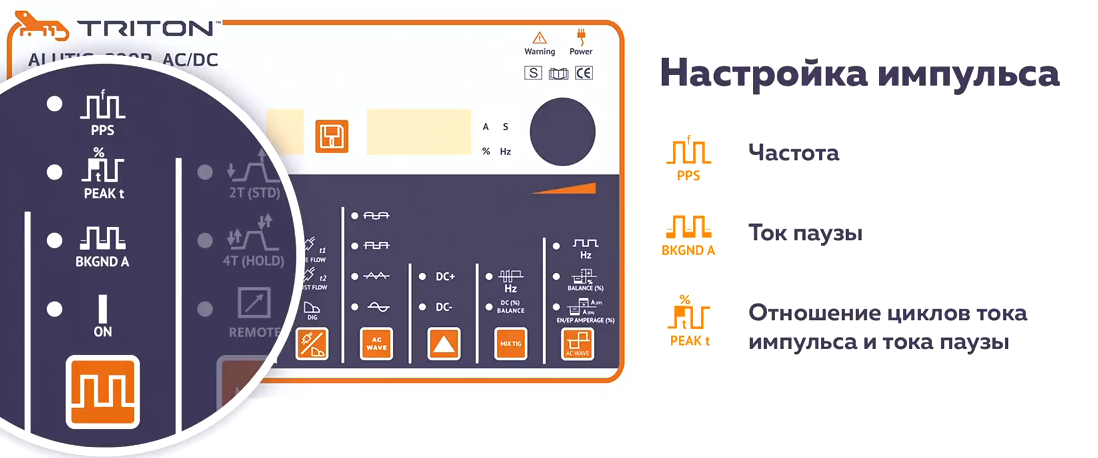
Импульсная TIG сварка нержавейки
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
- инверторный TIG-аппарат;
- баллон для газа, который заполняется чистым аргоном;
- присадочные прутки, которые по составу идентичны свариваемой заготовке (сечение прутка должно соответствовать сечению обрабатываемого металла);
- сварочная горелка, которая подключается к инвертору;
- электрод из вольфрама – сечение электрода выбирается в зависимости от толщины обрабатываемого изделия по справочным данным, приведенным ниже.
| Толщина металла, (мм) | Диаметр электрода, (мм) |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
В современном мире TIG-сварка нержавейки используется в следующих отраслях:
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Достоинства и недостатки по сравнению с другими методами сварки
Рассмотрим преимущества ТИГ-сварки нержавейки по сравнению с ММА и MIG/MAG-сваркой:
- сниженное образование брызг за счет исключения переноса металла через сварочную дугу;
- прочные качественные швы с высокой нагрузочной способностью;
- отсутствие образования шлака – повышается качество и эстетика шва;
- полный контроль над сварочной дугой и формированием шва;
- красивая форма сварочного соединения.
Недостатки метода ТИГ-сварки:
- медленная скорость сварки;
- довольно сложный процесс выполнения, требующий хорошего опыта и навыков сварщика. Квалифицированные сварщики отдают предпочтение именно ТИГ-методу для выполнения ответственных и сложных задач.
Аппараты:

TRITON ALUTIG 250Р AC/DC
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUTIG 400Р AC/DC W
- Напряжение: 380 В
- Ток: 400 А

TRITON ALUTIG 500P AC/DC W
- Напряжение: 380 В
- Ток: 500 А
Видео обзоры:
ALUTIG 250P распаковка
Режим MIX TIG для сварки алюминия
Режим MIX TIG для сварки алюминия
Другие статьи:
Выбор формы волны переменного тока - AC-Waveform
Сварка TIG отрицательным электродом
Выбираем вольфрамовый электрод для TIG сварки алюминия