Сварка нержавейки полуавтоматом - инструкция от профессионалов
Сварка нержавеющих металлов полуавтоматом
Содержание:
- Метод полуавтоматической сварки нержавеющих металлов – что это.
- Оборудование и расходные материалы.
- Сварка нержавейки полуавтоматом с другими типами металлов.
- Рекомендации и нюансы.
- Обработка нержавейки после проведения сварочных работ.
- Защитный газ, нужен ли при сварке полуавтоматом нержавейки.
- Преимущества и недостатки по сравнению с другими методами сварки.
Метод полуавтоматической сварки нержавеющих металлов – что это
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
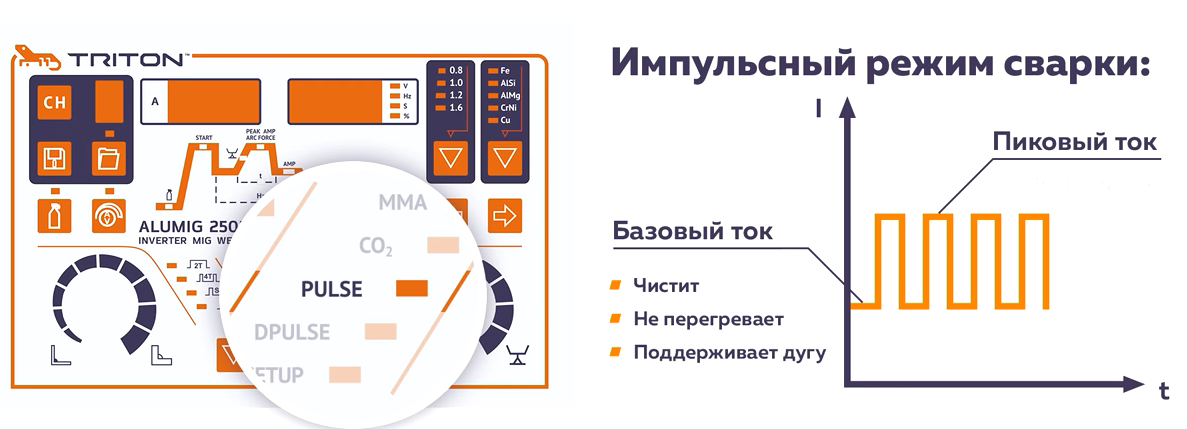
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
- короткой дугой – для сварки нержавейки толщиной до 0,8 миллиметров;
- струйной дугой – для сварки изделий толщиной от 0,8 до 3 миллиметров;
- импульсный режим сварки – для сварки нержавейки разного сечения – наиболее эффективный метод, позволяющий добиться качественного провара с контролируемым тепловложением.
Оборудование и расходные материалы
Для качественной сварки нержавеющих металлов методом MIG/MAG необходимо следующее оборудование и материалы:
- инверторный полуавтомат c импульсным режимом сварки, к примеру;
- присадочная проволока нужного сечения, которая по составу идентична свариваемому металлу;
- баллон с газом (преимущественно смесь аргона и углекислоты);
- материалы для обработки и подготовки изделия до и после проведения сварочных работ.
Ниже представлена таблица с правильным подбором диаметра присадочной проволоки и выбора величины сварочного тока в зависимости от сечения свариваемого изделия. Присадочный материал небольшого диаметра позволяет добиться глубокого провара с устойчивым горением сварочной дуги.
| Толщина металла, мм | Сечение проволоки, мм | Сила тока, Ампер |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Сварка нержавейки полуавтоматом с другими типами металлов
Современная MIG/MAG-сварка полуавтоматом используется для соединения алюминиевых, высоколегированных, низколегированных металлов и разных сплавов с нержавейкой. Рассмотрим особенности сварки полуавтоматом нержавейки с другими металлами:
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Рекомендации и нюансы
Полуавтоматическая сварка МИГ/МАГ нержавеющих металлов имеет ряд особенностей, которые необходимо учесть при проведении сварочных работ:
- Иногда сварку нержавейки выполняют в режиме Double Pulse – двойной пульс. В данном режиме происходит наложение двух импульсов (низкого и высокого) на сварочный базовый ток. Во время высокого импульса достигается высокоэффективная сварка, а в период низкого импульса металл остывает, исключается образование подтеков и коробления В высокий период импульса сварочная капля «вгоняется» в зону расплава, без включения коротких замыканий, а в низкий период происходит остывание металла, исключая образование наплывов и подтеков. . В режиме Double Pulse достигается идеальный теплообмен плавления присадочного материала и ванны нержавейки, и повышается качество шва. Режим «Двойного пульса» реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка осуществляется при обратной полярности. Сварка при прямой полярности осуществляется только под флюсами.
- В качестве защитного газа применяется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров. Средний расход газовой смеси настраивать в пределах 6-12 м³/мин.
- Сварка осуществляется углом горелки назад для достижения глубокого проплавления и правильной формы шва. Сварка углом вперед используется для тонколистовых металлов, когда необходима небольшая глубина провара с широкой формой шва.
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.

Защитный газ – нужен ли при сварке полуавтоматом нержавейки
Полуавтоматическая сварка нержавейки может осуществляться и без принудительной подачи защитного газа. Для этого режима следует применять порошковую проволоку со специальным покрытием, которое при расплавлении создает защитную оболочку для формирования шва. Однако при данном режиме сварки не гарантируется высокая коррозийная стойкость готового изделия, и со временем возможно образование ржавчины на поверхности металла. По этой причине рекомендуется использовать присадочный материал с защитным газом для получения качественного шва.
| Сварка нержавейки полуавтоматом, с использованием присадочного материала и защитного газа (*в сравнении с режимами MMA и TIG) | |
Достоинства:
|
Недостатки:
|
| Полуавтоматическая сварка нержавейки порошковой проволокой имеет свои преимущества: | |
Достоинства:
|
Недостатки:
|
Аппараты:

TRITON STEELMIG 500 D
- Напряжение: 380 В
- Ток: 500 А

TRITON STEELMIG SL500
- Напряжение: 380 В
- Ток: 600 А

TRITON STEELMIG PRO 500
- Напряжение: 380 В
- Ток: 500 А
Другие статьи:
Как настроить аппарат для сварки алюминия - полная инструкция
Режим MIG/MAG Double Pulse - сварка полуавтоматом с двойным пульсом
Причины образование непроваров при сварке