Обзор аппаратов для сварки алюминия
Что такое сварка алюминия и ее особенности
Алюминиевые сплавы широко используются во всех отраслях промышленности и сферу услуг. Мы сталкиваемся с ними каждый день. Сварка – это самый распространенный способ обработки алюминия.
Сварка алюминия сильно отличается от сварки обычных черных металлов, стали и чугуна. Алюминиевые сплавы имеют существенно другие физико-химические свойства, при температурах плавления в металле происходят совсем другие процессы. Поэтому технология сварки алюминия отличается от технологии сварки черных металлов. Соответственно для сварки алюминиевых сплавов требуется специальное оборудование.
Особенности протекания сварочных процессов:
Сварка алюминия сильно отличается от сварки обычных черных металлов, стали и чугуна. Алюминиевые сплавы имеют существенно другие физико-химические свойства, при температурах плавления в металле происходят совсем другие процессы. Поэтому технология сварки алюминия отличается от технологии сварки черных металлов. Соответственно для сварки алюминиевых сплавов требуется специальное оборудование.
Особенности протекания сварочных процессов:
- Температура плавления алюминиевых сплавов существенно ниже, чем у сталей и чугунов. Это важно учитывать в сварочном цикле во избежание сквозных прожигов металла.
- У различных сплавов алюминия температура плавления и застывания находится в достаточно широком диапазоне. Например, температура плавления большинства алюминиевых сплавов находится в диапазоне 635-657 °С, а температура застывания для них же уже 646-477 °С. Это может создавать дополнительные сложности при настройке сварочного цикла для каждого конкретного сплава.
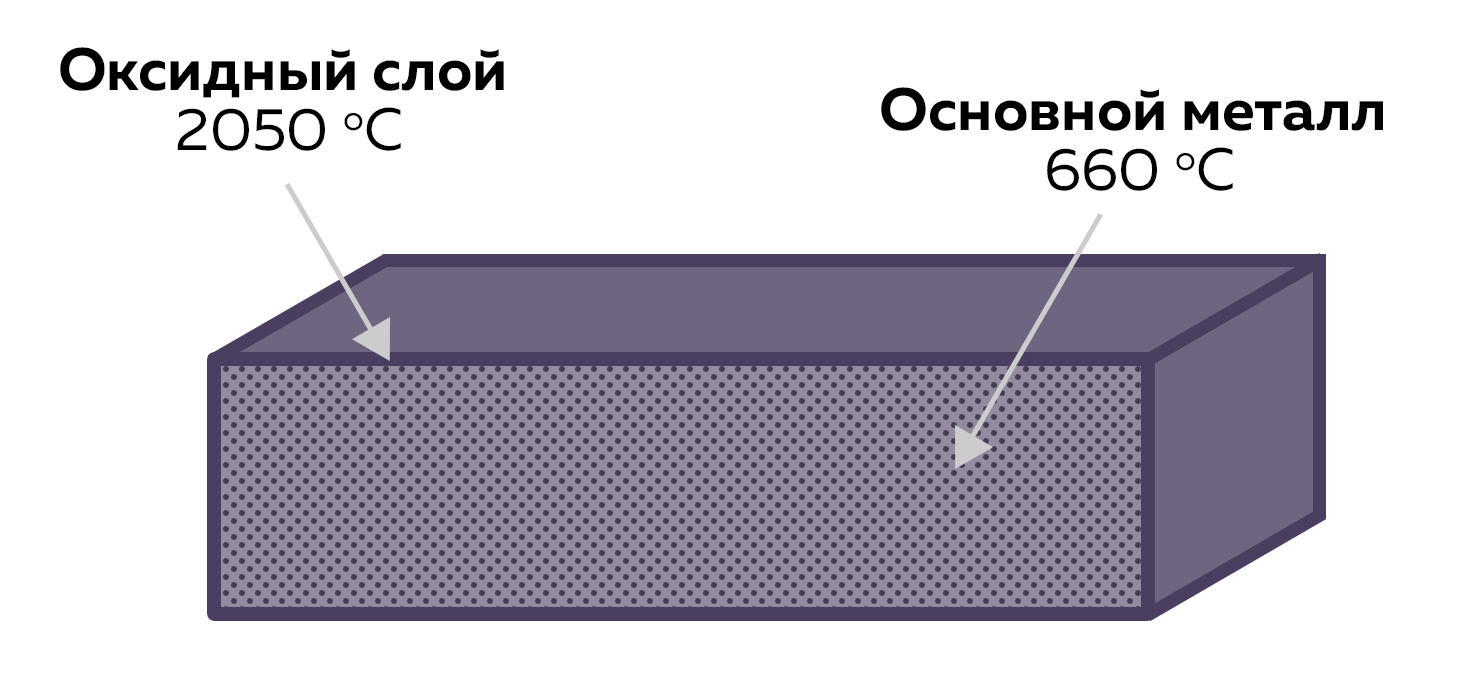
- При взаимодействии с кислородом воздуха алюминий склонен образовывать на поверхности оксидную пленку (окисляться), поверхность металла при этом становится темнее. А температура плавления этой оксидной пленки значительно выше, чем у основного сплава, около 2000 °С. Это делает невозможной сварку алюминия установкой для обычной дуговой сварки.
- Нагретый и расплавленный алюминиевый сплав не меняет своего цвета, таким образом, визуальный контроль температуры, которым широко пользуются для черных металлов (цвета побежалости) с алюминием невозможен. Это усложняет работу сварщика, так как становится значительно сложнее контролировать текучесть металла при сварке.
- У алюминия и его сплавов существенно выше теплопроводность, по сравнению с черными металлами. Она в 5-6 раз больше чем у обычной углеродистой стали. Это приводит к очень быстрому остыванию сварочной ванны после прекращения подвода теплоты и затрудненному прогреву металла на начальных этапах сварки.
Для большинства аппаратов предназначенных для сварки алюминиевых сплавов характерно использование переменного тока. Работа ведется в среде защитного газа (как правило, аргона или его смесей), от чистоты и которого зависит качество, размер и пористость шва. Также широко используются специальные режимы, в которых комбинируется постоянный и переменный ток, регулируется баланс тока, импульсные режимы, при сварке алюминия полуавтоматами - двойной импульсный режим, в сварочный цикл добавлены режимы прогрева, заварки кратера и многое другое.
Виды оборудования для сварки алюминия
В настоящее время существует множество технологий и специальных режимов для сварки алюминиевых сплавов. Выбирая установку для сварки алюминия, хорошо бы знать, что происходит в каждом конкретном режиме со сварочной дугой, сварочной ванной, как меняются характеристики дуги, какие проблемы решает та или иная технология, функция, режим и какой результат в итоге может получиться.
MIG/MAG сварка – это полуавтоматическая сварка постоянным током в среде защитного газа, обычно с обратной полярностью (на проволоку подается положительный ток). В качестве электрода используется плавящаяся проволока, которая специальным устройством автоматически подается в зону сварки. Защитный газ. Как правило, используется аргон или смеси с его высоким содержанием. Защитный газ уменьшает количество образовывающейся оксидной пленки, уменьшает разбрызгивание металла, делает сварочный шов менее пористым, более однородным и прочным. Установки для сварки алюминия без возможности подключения защитного газа сейчас практически не используются, так как не обеспечивают достаточного качества сварки.
Важные функции, на которые стоит обратить внимание при подборе оборудования для сварки алюминия в режиме MIG/MAG:
MIG/MAG сварка – это полуавтоматическая сварка постоянным током в среде защитного газа, обычно с обратной полярностью (на проволоку подается положительный ток). В качестве электрода используется плавящаяся проволока, которая специальным устройством автоматически подается в зону сварки. Защитный газ. Как правило, используется аргон или смеси с его высоким содержанием. Защитный газ уменьшает количество образовывающейся оксидной пленки, уменьшает разбрызгивание металла, делает сварочный шов менее пористым, более однородным и прочным. Установки для сварки алюминия без возможности подключения защитного газа сейчас практически не используются, так как не обеспечивают достаточного качества сварки.
Важные функции, на которые стоит обратить внимание при подборе оборудования для сварки алюминия в режиме MIG/MAG:
- Горячий старт (Hot Start). Его суть в том, что сразу после поджига дуги на некоторый промежуток времени устанавливается большая, чем базовая сила тока. Благодаря этому можно быстро прогреть металл до нужной температуры и приступить к основной сварке. Часто используется при сварке черных металлов большой толщины. Для алюминиевых сплавов горячий старт необходим практически во всех случаях из-за высокой теплопроводности алюминия. Возможность регулировки силы тока горячего старта и его длительности позволяет начать качественную сварку сразу с первых миллиметров шва.
- Импульсный режим (Pulse). Это необходимый минимум для сварки алюминия. Сварка постоянным током в режиме MIG/MAG. На основной базовый ток накладываются импульсы высокого тока. Базовый ток поддерживает стабильное горение дуги и температуру сварочной ванны. Импульс высокого тока пробивает тонкую пленку оксидов, переносит каплю металла с конца проволоки в сварочную ванну, формирует сварочный шов. Благодаря возможности настроить параметры теплопередачи, удается сваривать алюминий практически без брызг, работать с проволокой большого диаметра и выполнять сварку сложных пространственных швов.
- Двойной импульсный режим (DPulse). Основа этого режима – это обычный импульсный режим. Но в двойном импульсном режиме при постоянном базовом токе, величина тока импульса также циклично изменяется, нарастает, а затем убывает. Есть регулировка частоты смены тока, регулировка силы тока и длительности второго импульса. Это режим обеспечивает стабильный капельный перенос металла. На этом режиме можно получать еще более качественный сварочный шов, сваривать тонкие листы металла малыми токами с гарантированным отсутствием сквозного прожига, минимизировать коробление и тепловые деформации деталей за счет точного контроля тепловложения. Можно получать аккуратный сварочный шов чешуйчатой формы по качеству и внешнему виду близкий к TIG сварке и комфортно выполнять качественную сварку потолочных швов.
TIG сварка – это режим сварки металлов при помощи неплавящегося вольфрамового электрода с прямой полярностью в среде инертного газа, как правило, чистого аргона или его смесей. Обычно алюминий сваривают на переменном токе (AC) или в комбинированном режиме (MIX-TIG).
Важные особенности режимов сварки алюминиевых сплавов при TIG сварке, на который нужно обратить внимание при подборе оборудования:
Важные особенности режимов сварки алюминиевых сплавов при TIG сварке, на который нужно обратить внимание при подборе оборудования:
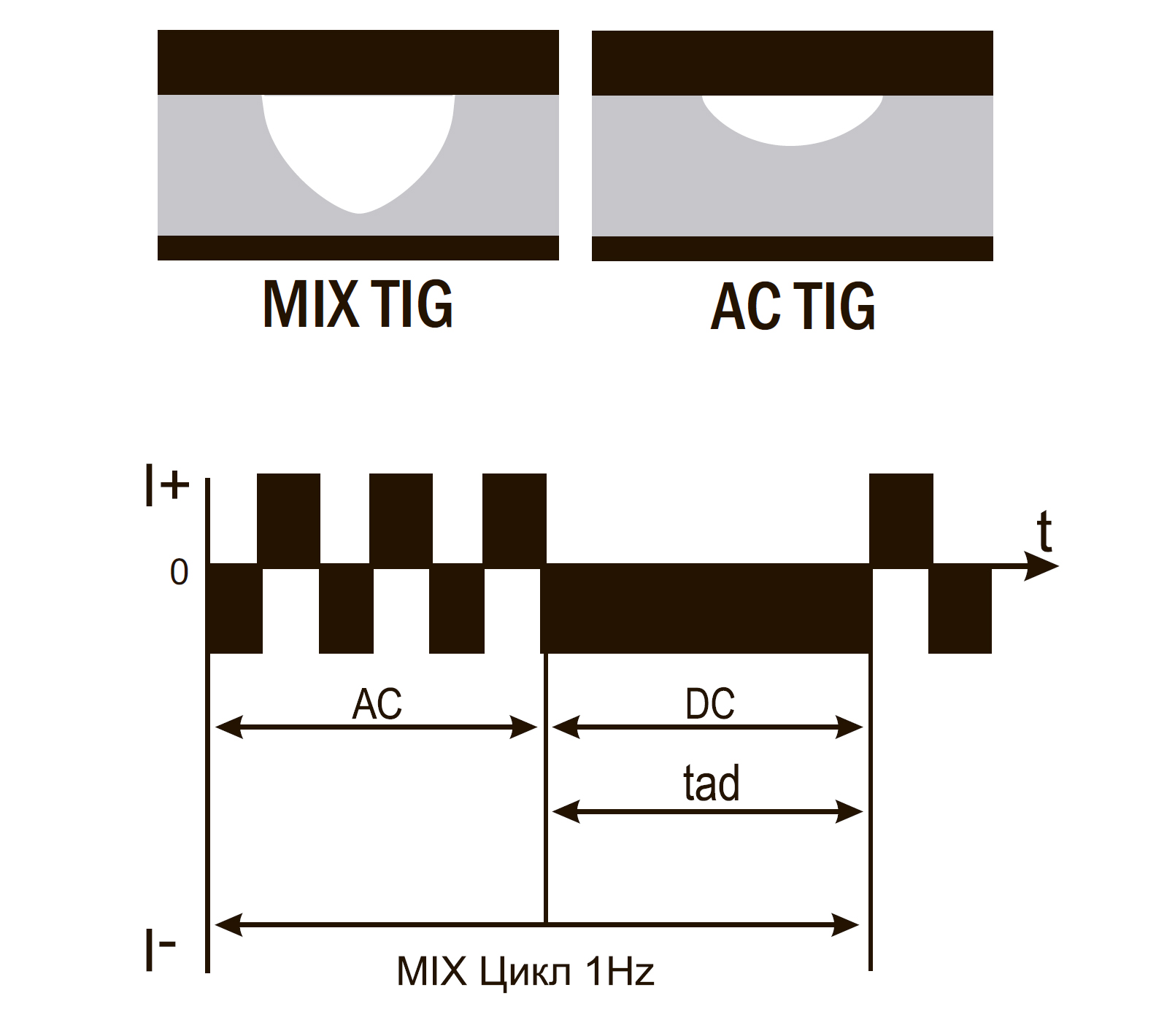
- MIX TIG. Это специальный режим для сварки алюминиевых сплавов. В этом режиме в одном цикле попеременно сочетаются постоянный (DC) и переменный ток (АС). Переменный ток очищает поверхность, разбивает оксидную пленку, постоянный ток обеспечивает равномерный и глубокий провар. Есть возможность регулировки силы тока, частоты, баланса, длительности постоянной и переменной части цикла. В этом режиме можно эффективно сваривать металл разной толщины, хорошо контролировать температуру сварочной ванны, получать шов отличного качества и внешнего вида, который практически не требует обработки.
- Импульсный режим сварки (TIG Pulse). В этом режиме есть возможность регулировки формы волны переменного тока. Разные формы волны значительно расширяют возможности настройки установки под конкретную задачу.
- Прямоугольная волна обеспечивает глубокий проплав сварочного шва, стабильную сварочную дугу и высокие линейные скорости сварки.
- Скругленная прямоугольная волна позволяет хорошо контролировать сварочную ванну и обеспечивает равномерный провар.
- Синусоидальная волна, классическая форма. Дуга более мягкая, менее шумная, обеспечивает широкое, но не глубокое проплавление металла.
- Треугольная форма волны гарантирует эффективную теплопередачу в пиковой зоне максимального сварочного тока, минимально увеличивая при этом общий подвод тепла к сварочной ванне. Быстро образовывает сварочную ванну, ограничивает общий подвод тепла, снижает вероятность температурных деформаций, хорошо подходит для сварки тонких листов алюминия.

- Баланс полярности переменного тока (AC-Balance). Позволяет управлять глубиной проплавления, зоной очистки. Настройка баланса зависит от толщины оксидной пленки. Грамотная настройка уменьшает скорость разрушения вольфрамового электрода.
- Настройка баланса тока - при работе на больших токах, даже настройка баланса полярности не позволяет избежать разрушения вольфрамового электрода. Настройка баланса тока позволяет изменять длительность и величину силы тока в каждом полупериоде цикла переменного тока и позволяет снизить нагрузку на вольфрамовый электрод (и таким образом увеличить его ресурс), увеличивать глубину провара, регулировать ширину зоны очистки, влиять на ширину и глубину сварного шва.
Аппараты:

TRITON ALUMIG 250P Dpulse Synergic
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUMIG 500P Dpulse Synergic DW
- Напряжение: 380 В
- Ток: 500 А

TRITON ALUMIG 250P Dpulse Synergic 380v
- Напряжение: 380 В
- Ток: 250 А
Другие статьи:
Правда о сварке алюминия и стали
Коротко об источниках для импульсной MIG сварки
Приварить сталь к алюминию - возможно ли?