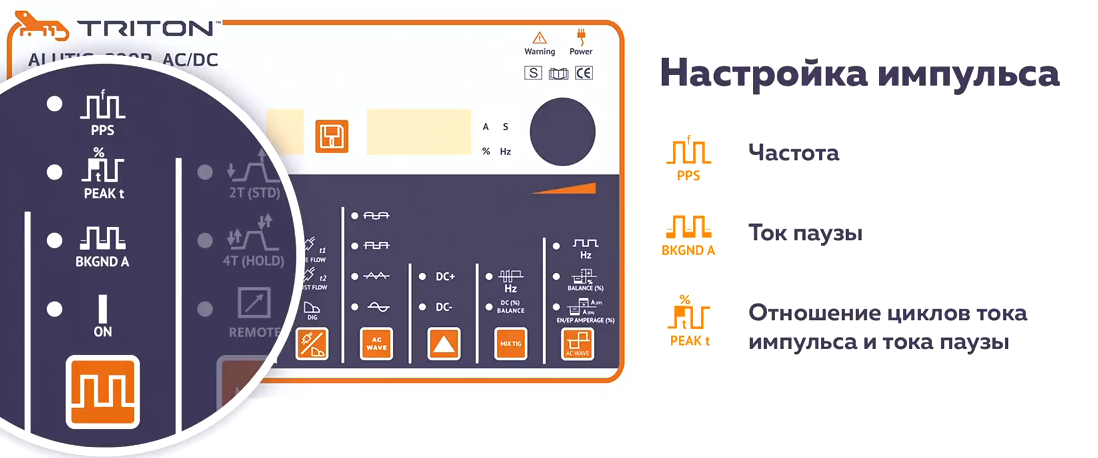
Импульсная сварка в режиме TIG
При сварке в импульсном режиме напряжение и сила тока изменяются в ритме частоты импульсов между нижним и верхним значением импульса.
Чем выше частота, тем уже будет дуга и меньше размер чешуек (зерен) шва. Чем частота ниже, тем проще контролировать сварочную ванну, особенно это удобно при сварке в неудобных положениях.
Высокий ток импульсов обеспечивает провар основного металла и формирование точечной сварочной ванны. Под действием более слабого базового тока ванна начинает остывать, пока следующий импульс снова не расплавит ее.
При импульсной сварке диаметр сварочной ванны в среднем уже, чем при сварке в обычном режиме, а провар глубже.
К недостаткам импульсного TIG режима можно отнести невысокую скорость и мерцание дуги на низких частотах сварки.
Чем выше частота, тем уже будет дуга и меньше размер чешуек (зерен) шва. Чем частота ниже, тем проще контролировать сварочную ванну, особенно это удобно при сварке в неудобных положениях.
Высокий ток импульсов обеспечивает провар основного металла и формирование точечной сварочной ванны. Под действием более слабого базового тока ванна начинает остывать, пока следующий импульс снова не расплавит ее.
При импульсной сварке диаметр сварочной ванны в среднем уже, чем при сварке в обычном режиме, а провар глубже.
К недостаткам импульсного TIG режима можно отнести невысокую скорость и мерцание дуги на низких частотах сварки.
Аппараты:

TRITON ALUTIG 500P AC/DC W
- Напряжение: 380 В
- Ток: 500 А

TRITON ALUMIG 250P Dpulse Synergic
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUMIG 500P Dpulse Synergic DW
- Напряжение: 380 В
- Ток: 500 А
Видео обзоры:
Режим MIX TIG для сварки алюминия
Режим MIX TIG для сварки алюминия
Другие статьи:
Поджиг дуги в TIG сварке - контактный и высокочастотный
Выбор формы волны переменного тока - AC-Waveform
Разбираемся с MIG сваркой алюминия